


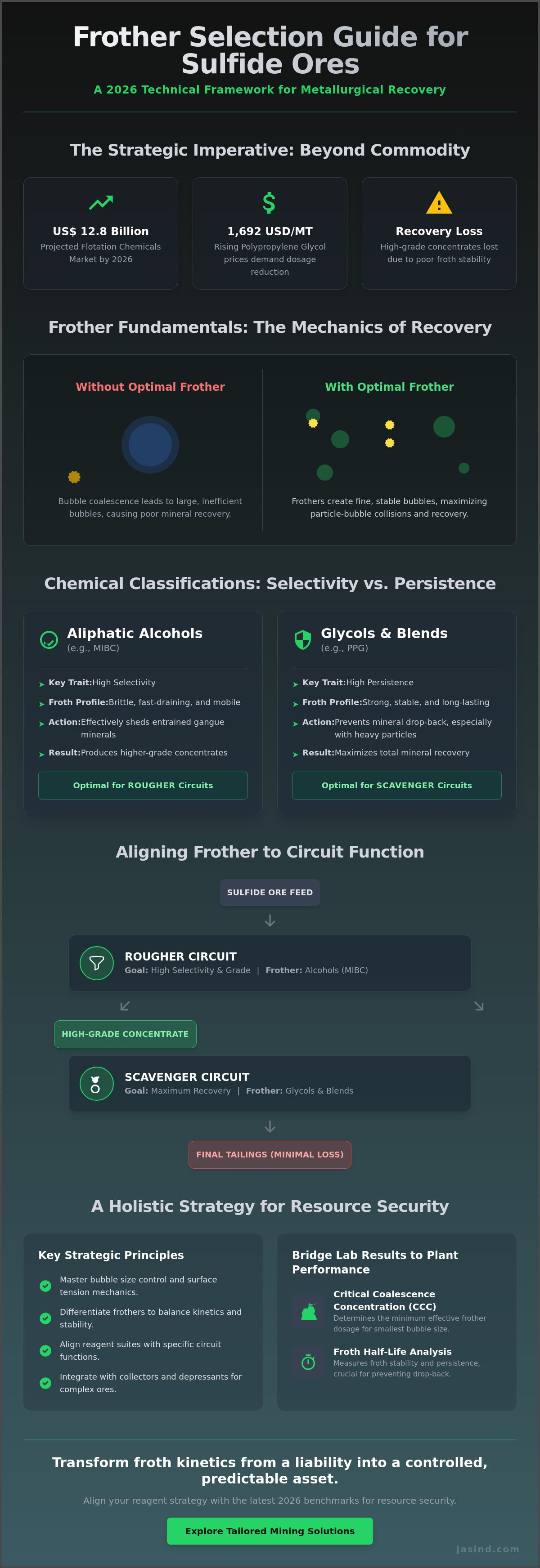
Your frother choice is the primary guardian of metallurgical recovery in a complex flotation circuit. It is not a mere commodity. It is a strategic tool for resource security. As the global mining flotation chemicals market reaches a projected US$ 12.8 billion in 2026, the pressure to optimize every gram of reagent is immense. Most operators recognize the frustration of seeing high-grade concentrates lost to scavenger tailings or watching froth stability vanish when clay-rich ores enter the mill. These challenges often signal a mismatch between chemical kinetics and mineralogical reality.
This 2026 frother selection guide for sulfide ores provides the technical framework to master these variables. You will learn how to maximize the recovery of copper, lead, or zinc while maintaining operational stability. With the price of Polypropylene Glycol reaching 1,692 USD/MT in early 2026, achieving a reduced reagent dosage is now a financial and operational priority. We will preview how to balance selective alcohol chemistries with persistent glycols to ensure your circuit remains a reliable pillar of global infrastructure. By aligning your reagent strategy with the latest 2026 benchmarks, you can transform froth kinetics from a liability into a controlled, predictable asset.
Key Takeaways
- Master the molecular mechanics of bubble size control and surface tension to ensure efficient hydrophobic particle transport at the air-water interface.
- Differentiate between high-selectivity alcohol-based frothers and persistent glycols to balance recovery kinetics with long-term froth stability.
- Utilize this frother selection guide for sulfide ores to strategically align reagent suites with specific circuit functions, from rougher selectivity to scavenger recovery.
- Implement rigorous testing methodologies, including CCC and froth half-life analysis, to bridge the gap between laboratory results and plant-scale performance.
- Learn to integrate specialized mining frothers with collectors and depressants to develop a holistic chemical strategy for complex and clay-rich ore bodies.
Fundamentals of Frother Chemistry in Sulfide Flotation
Frothers act as tactical architects within the flotation cell. They govern bubble size. They reduce surface tension. Their primary duty involves the reduction of surface tension at the air-water interface to facilitate the birth of stable, finely dispersed bubbles. In the context of this frother selection guide for sulfide ores, understanding these chemical fundamentals is the first step toward ensuring global mineral resource security. Without precise bubble control, the recovery of copper, lead, and zinc becomes erratic. This instability threatens the supply chains that power modern infrastructure.
While collectors render minerals hydrophobic, frothers provide the transport vehicle. They stabilize the interface, allowing particles to rise through the pulp and survive the transition into the froth phase. Sulfide ores present unique challenges compared to coal or oxide minerals. They often possess higher specific gravities and complex mineral associations. This necessitates specific kinetic properties in the frother to handle heavy mineral loading without collapsing the air-water structure. Gaining a deep understanding of the Fundamentals of Froth Flotation allows operators to bridge the gap between chemical theory and metallurgical success.
The Mechanism of Bubble Coalescence Inhibition
Frothers act as a barrier against bubble merging. When air is dispersed into the pulp, natural forces drive bubbles to coalesce into larger, less efficient units. Frother molecules orient themselves at the interface, creating a repulsive force that keeps bubbles small and numerous. This increase in surface area significantly improves the frequency of particle-bubble collisions. Smaller bubbles provide more opportunities for mineral attachment. The critical coalescence concentration (CCC) represents the specific frother dosage at which the bubble size reaches its minimum and remains constant despite further reagent additions.
Froth Stability vs. Froth Mobility
Persistence is not the same as performance. A stable froth is necessary to hold minerals until they reach the launder; however, excessive stability often impedes mobility. If the froth is too rigid, it won't flow. This leads to stagnant zones and concentrate entrapment. Mineral loading plays a vital role here. Hydrophobic particles naturally stabilize the froth by physically blocking the drainage of water between bubbles. In high-grade circuits, a "strong" froth is often a liability. It can trap gangue minerals through entrainment, diluting the final product. True optimization requires a frother that provides enough stability to prevent mineral drop-back but enough mobility to ensure rapid, clean discharge.
Chemical Classifications: Alcohols, Glycols, and Blends
Effective flotation chemistry relies on the strategic alignment of molecular structure with mineralogical demand. This frother selection guide for sulfide ores categorizes reagents not just by their chemical name, but by their kinetic influence on the circuit. Every frother molecule consists of a non-polar hydrocarbon group and a polar hydroxyl or ether group. The specific balance between these two parts determines the reagent's solubility and its strength at the air-water interface. While standard reagents serve basic needs, specialty formulations provide the security required for modern, low-grade operations. Choosing the right molecular weight is a pillar of operational stability.
The industry increasingly relies on formulated blends to handle complex sulfide bodies. These aren't simple mixtures. They're engineered solutions designed to stabilize the froth phase in the presence of challenging clay minerals or high-salinity process water. By tailoring the chemistry to the specific ore body, mines can maintain high metallurgical performance even as mineralogy fluctuates. If you're looking to enhance your recovery profile, exploring high-performance Mining Frothers can provide the technical edge needed for complex separations.
Selectivity of Aliphatic Alcohols
Aliphatic alcohols, specifically Methyl Isobutyl Carbinol (MIBC), remain a cornerstone of industrial rougher stages. Their short hydrocarbon chains ensure high selectivity. They produce a brittle, fast-draining froth that sheds entrained gangue minerals effectively. This rapid kinetics profile is ideal for maximizing concentrate grade in the initial stages of flotation. Operators should remain cautious of their limitations. Alcohols lack the persistence needed to carry minerals in scavenger circuits where mineral loading is low. Their high volatility and low flash points also demand rigorous safety protocols in storage and handling. They're effective tools, but they require careful management to ensure a safe and stable working environment.
The Power of Polyether and Glycol Frothers
Polyether and glycol frothers represent the high-power alternative for difficult ores. These molecules offer superior stability and a broader bubble size distribution. They provide the 'pull' required for difficult-to-float minerals or circuits operating in cold water conditions. Unlike alcohols, glycols don't evaporate quickly. They remain active throughout the long residence times of scavenger banks. The risk involves over-frothing. Too much stability can carry non-target minerals into the concentrate, degrading the final product quality. Managing this balance is a core component of mining solutions that prioritize both recovery and grade. These reagents are essential for ensuring that no valuable metal is lost to the tailings pond, supporting the long-term sustainability of the resource.
Selecting Frothers by Circuit Function: Rougher vs. Scavenger
Optimization requires a dynamic approach. A static reagent strategy represents a risk to metallurgical stability and resource security. As the mineral concentration changes throughout the flotation bank, the chemical environment must adapt to maintain peak performance. This frother selection guide for sulfide ores emphasizes that a single chemical solution rarely satisfies the conflicting demands of high-grade roughing and high-recovery scavenging. Success depends on designing a reagent suite that evolves alongside the mineral pulse of the plant.
In the rougher stages, selectivity is the primary guardian of value. The objective is to maximize the initial concentrate grade by capturing the most liberated, fast-floating particles. This typically requires short-chain alcohol frothers that provide rapid kinetics and brittle froth structures. Conversely, scavenger stages demand a shift toward power. As the pulp becomes depleted of hydrophobic minerals, the remaining particles are often middlings or slow-floating grains. These require more persistent, "powerful" frothers, such as high-molecular-weight glycols, to ensure they aren't lost to the tailings. In the cleaner stages, the priority shifts again toward fragility. A fragile froth allows for effective gangue drainage, ensuring that entrained silicates return to the pulp before reaching the launder.
Optimizing the Rougher-Scavenger Transition
Managing the transition between circuit stages is vital for operational stability. Staged frother addition allows operators to maintain a consistent froth profile even as mineral loading drops toward the end of the bank. Many modern operations now utilize staged blends to achieve this. For instance, a common strategy involves adding selective alcohols at the head of the rougher and introducing glycol-alcohol blends at the scavenger feed. In one documented case, a major copper operation improved recovery by 1.2% simply by switching to a customized blend in the scavenger circuit. This approach ensures the "pull" remains strong enough to capture difficult particles without compromising the grade of the primary rougher concentrate.
Managing Gangue and Clay Entrainment
The presence of ultra-fine clay minerals can compromise the entire flotation circuit. These minerals increase pulp viscosity and often cause "froth poisoning," where the air-water interface becomes overly stabilized or completely collapsed. Selecting specialized Mining Frothers is a critical step in counteracting these deleterious effects. High-performance frothers can be engineered to maintain bubble size distribution even in the presence of high silicate concentrations. Balancing this dosage with effective depressant efficiency is essential. When the frother and depressant work in harmony, the circuit achieves optimal selectivity, protecting the final concentrate from the diluting effects of complex gangue mineralogy.
Testing Methodologies: From Laboratory to Plant Scale
Precision in testing is the foundation of metallurgical reliability. A frother selection guide for sulfide ores is only as effective as the data supporting it. Moving from a controlled laboratory environment to the chaotic reality of a full-scale plant requires a disciplined validation process. Each phase acts as a critical control point, ensuring that chemical choices translate into tangible resource security. This systematic approach mitigates the risk of costly operational disruptions.
The transition from bench to bank follows five essential stages:
- Step 1: Characterize the ore mineralogy and process water chemistry to identify potential froth poisons like clays or high salinity.
- Step 2: Conduct batch-scale foaming tests to determine the critical coalescence concentration (CCC) and froth half-life.
- Step 3: Perform laboratory flotation tests using site-specific pulp and water to measure recovery versus grade curves.
- Step 4: Execute pilot-scale validation to observe real-world froth mobility and launder behavior.
- Step 5: Finalize with full plant trials supported by rigorous statistical monitoring of metallurgical performance.
Key Metrics: IDFI, CCC, and Froth Half-Life
Interpreting the Initial Dynamic Frothability Index (IDFI) is vital for commercial success. It provides a numerical value for a frother's ability to create surface area under specific aeration conditions. When paired with froth decay rates, it allows engineers to predict how the concentrate will behave in the launders. If the decay rate is too slow, the froth won't break down, leading to pump cavitations and sump overflows. Batch foaming tests must utilize actual site process water because dissolved ions and residual reagents significantly alter the froth's surface tension and stability. Relying on synthetic water often leads to inaccurate dosage predictions that fail during plant implementation.
Executing a Successful Plant Trial
A plant trial is the ultimate test of operational stability. It requires a clear baseline of Key Performance Indicators (KPIs), including recovery rates, concentrate grade, and reagent cost per ton. Maintaining steady-state conditions is the most difficult yet important aspect of this phase. Fluctuations in feed rate or grind size can mask the frother's true impact. You must also evaluate the long-term influence on downstream processes. A frother that improves recovery but hinders thickening or filtration creates a bottleneck that threatens the entire production chain. To ensure your testing program yields actionable results, partner with experts who specialize in customized flotation chemistry for complex ore bodies.
JAS Global Mining Solutions: Tailored Chemistry for Resource Security
JAS Global Industries is a foundational pillar of modern infrastructure. We don't just supply reagents. We protect the stability of critical global resources. This frother selection guide for sulfide ores has detailed the technical complexity of flotation; however, the final step in optimization is the application of tailored chemistry. Every ore body is unique. Every circuit has its own pulse. We develop custom formulations that bridge the gap between mineralogical reality and metallurgical success. Our mission is to ensure your operation remains a reliable contributor to the global supply chain.
Our approach is holistic. We integrate Mining Frothers with collectors and depressants to create a unified chemical solution. This synergy ensures that grade and recovery are not just managed but maximized. By refining mineral extraction, we contribute to global resource security. Our technical consultants provide on-site audits to troubleshoot and refine your flotation circuit. We identify bottlenecks. We reduce reagent waste. We stabilize froth kinetics. This level of technical consulting ensures that your metallurgical performance is a controlled, predictable asset rather than a variable risk.
Custom Formulation and R&I Excellence
Our global Research and Innovation (R&I) centers solve the industry's most complex challenges. We develop sustainable chemical technologies that reduce environmental footprints while improving yield. For example, we create custom blends for high-altitude mines where atmospheric pressure affects bubble kinetics. We also engineer solutions for operations using high-salinity process water, which often poisons standard reagents. These innovations ensure that even the most difficult deposits remain economically viable and socially responsible. We ground our abstract values in concrete technical performance to provide a premium brand experience.
A Partnership Beyond Chemical Supply
JAS Global acts as a vital global guardian in the mining sector. We understand that operational reliability is a fundamental need of society. Our global logistics network ensures that your reagents arrive safely and on time, regardless of geographical complexity. We provide local technical support to assist with the implementation of the strategies found in this frother selection guide for sulfide ores. This partnership goes beyond simple logistics. It is a commitment to long-term value and the broader human impact of technical excellence. Contact our mining specialists for a technical audit of your flotation circuit to begin securing your metallurgical performance and protecting your resource potential.
Securing the Future of Mineral Extraction
Securing metallurgical performance is a vital pillar of global resource stability. We've explored how aligning chemical kinetics with specific circuit functions protects both concentrate grade and scavenger recovery. This frother selection guide for sulfide ores provides the technical framework needed to master these variables in an increasingly complex market. Success requires moving beyond commodity reagents and embracing tailored chemistry that respects the unique mineralogy of your ore body. Since 1998, JAS Global Industries has maintained a proven track record in the copper, gold, and phosphate sectors, positioning us as a reliable partner in modern infrastructure.
Our global R&I centers specialize in custom chemical formulation to solve your most complex metallurgical challenges. Expert technical audits provide the on-site precision required to troubleshoot and refine your flotation circuit's performance. It's time to transform your chemical suite from a variable cost into a controlled, high-performance asset. Optimize your flotation recovery with JAS Global Specialty Chemicals. Together, we can ensure your operation remains a resilient and productive guardian of the world’s essential resources.
Frequently Asked Questions
What is the difference between a frother and a collector in sulfide flotation?
Collectors and frothers perform distinct yet complementary roles in the flotation cell. Collectors are chemically designed to adsorb onto specific mineral surfaces, rendering them hydrophobic or water-repellent. Frothers act exclusively on the air-water interface to reduce surface tension. This action prevents bubbles from merging and creates the stable froth phase necessary to transport the hydrophobic minerals to the launder.
How does water salinity affect frother selection for mining operations?
High salinity acts as a natural bubble coalescence inhibitor due to the presence of dissolved electrolytes. This frother selection guide for sulfide ores notes that in high-salinity environments, standard frother dosages often lead to unmanageable froth volumes. Operators must select reagents that provide high selectivity without over-stabilizing the interface, as the water's ionic strength already provides significant froth persistence.
Can I mix different types of frothers in the same flotation circuit?
Mixing frother types through staged addition is a highly effective strategy for complex circuits. It's common to use a selective alcohol like MIBC in the rougher stage to maximize grade and then introduce a more powerful polyglycol in the scavenger stage. This dual-reagent approach ensures that the "pull" of the circuit increases as the mineral concentration in the pulp decreases.
How do I know if my frother dosage is too high?
Over-dosage is typically signaled by an unmanageable, "tough" froth that refuses to break down in the launders. You'll likely see a sharp increase in gangue entrainment and higher moisture levels in your concentrate. If the froth appears overly voluminous but carries very little mineral, it's a clear sign that the chemical kinetics are out of balance with the ore's mass pull.
What are the environmental impacts of modern mining frothers?
The industry is rapidly transitioning toward biodegradable formulations with lower aquatic toxicity. This shift is a response to global sustainability goals and evolving regulations like the EU REACH SVHC updates seen in early 2026. Modern reagents are designed to break down quickly in tailing dams, reducing the long-term environmental footprint of the extraction process while maintaining high metallurgical efficiency.
Why is MIBC still used if more powerful glycols are available?
MIBC remains essential because "power" isn't always the goal in flotation. Its short-chain molecular structure produces a brittle, fast-draining froth that is ideal for high-grade rougher and cleaner stages. While glycols offer more persistence, they don't allow for the same level of gangue drainage. MIBC's selectivity is a vital tool for operators who prioritize concentrate grade over raw mass recovery.
How do clay minerals interfere with frother performance?
Fine clay minerals increase the viscosity of the pulp and often coat the air-water interface of the bubbles. This phenomenon, known as froth poisoning, can either collapse the froth or create an unmanageable, "muddy" foam. Specialized reagents are required to maintain bubble size distribution and selectivity when high concentrations of deleterious silicate minerals are present in the feed.
What is the typical shelf life of specialty mining frothers?
Most specialty formulations have a reliable shelf life of 12 to 24 months. It's important to store these chemicals in their original, sealed containers to prevent the loss of volatile components. Following the storage protocols in this frother selection guide for sulfide ores ensures that the reagent's chemical integrity remains intact, providing the operational stability required for consistent metallurgical performance.