


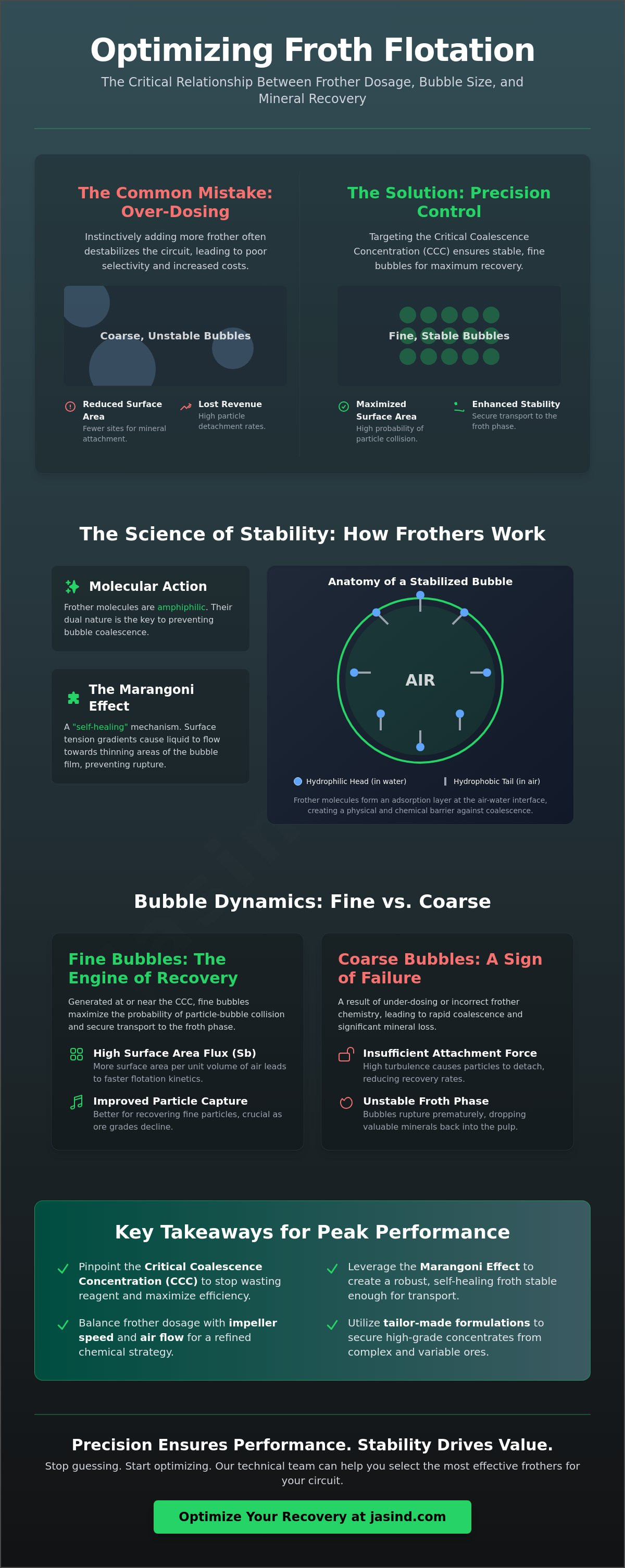
Doubling your frother dosage won't double your mineral recovery; it often does the exact opposite by destabilizing the entire flotation circuit. For many operators, the instinct to over-dose leads to escalating reagent costs and poor selectivity. Understanding the precise impact of frother dosage on bubble size is essential for maintaining the security of your production targets and the stability of your global resource output. It’s not about using more chemical; it’s about reaching the specific concentration where bubble coalescence is effectively suppressed. Precision ensures performance. Stability drives value.
You likely face the daily pressure of managing inconsistent froth stability across shifting ore blocks while trying to minimize environmental impact. This technical guide provides the authoritative expertise needed to master the relationship between frother concentration and bubble dynamics. You'll learn how to identify the Critical Coalescence Concentration (CCC) for your specific circuit, allowing you to reduce reagent waste and achieve a stable, high-grade concentrate. We'll examine the physics of bubble surface tension and provide a clear, logical roadmap for optimizing your flotation performance and protecting your long-term operational value.
Key Takeaways
- Understand how fine bubble dynamics accelerate flotation kinetics by maximizing particle-bubble collision probability.
- Analyze the technical impact of frother dosage on bubble size to pinpoint the Critical Coalescence Concentration (CCC) for peak efficiency.
- Explore the role of Marangoni elasticity in stabilizing the air-water interface and preventing premature bubble coalescence.
- Balance operational variables, including impeller tip speed and air flow rates, to refine your chemical consumption strategy.
- Identify how tailor-made formulations outperform commodity chemicals in securing high-grade concentrates from complex ore blocks.
The Crucial Role of Bubble Size in Flotation Kinetics
The efficiency of any mineral processing circuit relies on the microscopic interactions within the slurry. Bubble size dictates the available surface area for mineral attachment. In the Froth flotation process, the primary goal is to maximize the probability of collision between air bubbles and hydrophobic particles. When operators analyze the impact of frother dosage on bubble size, they're really analyzing the kinetics of their entire operation. Smaller bubbles provide a higher surface-to-volume ratio. This increases the chance of mineral capture, directly influencing the speed at which a cell can recover valuable material. Precision ensures performance. Stability drives value.
Fine bubbles do more than just catch particles; they ensure the secure transport of mineral-laden aggregates to the froth phase. If bubbles are too large, the attachment forces are often insufficient to withstand the turbulence within the cell. This leads to high detachment rates and lost revenue. Optimizing these dynamics is a pillar of global resource security. As ore grades decline, the ability to recover fine particles with surgical precision becomes essential for the stability of the global supply chain.
Bubble Surface Area Flux (Sb) Explained
Bubble Surface Area Flux, or Sb, represents the rate of bubble surface area moving through the flotation cell per unit time. It’s calculated using the superficial gas velocity divided by the Sauter mean bubble diameter. High Sb values typically lead to faster flotation rates because they provide more opportunities for particle-bubble contact. However, a delicate balance exists. While fine bubbles improve initial attachment, they can also impede froth drainage. If the bubbles are too small, they carry excess water and entrained gangue into the concentrate, diluting the final grade and impacting process efficiency.
The Impact of Coarse Bubbles on Recovery
Coarse bubbles are often a sign of chemical or mechanical failure. When the impact of frother dosage on bubble size is ignored, bubbles coalesce rapidly. This reduction in surface area means fewer "seats" for mineral particles. Large bubbles also lack the buoyancy-to-mass ratio needed to transport heavy aggregates securely to the froth phase. In turbulent zones, the high momentum of coarse bubbles often leads to particle detachment. You can identify this visually by looking for "boiling" or large, unstable bubbles that rupture before they reach the concentrate launder. This instability directly threatens the reliability of your recovery targets.
Mechanisms of Frother Action on Bubble Coalescence
Pure liquids do not foam. To create a stable bubble environment, you must introduce surface-active agents that fundamentally alter the physical properties of the air-water interface. The impact of frother dosage on bubble size begins at the molecular level, where the concentration of reagents dictates the rate of bubble coalescence. Without these molecules, bubbles merge instantly upon contact, resulting in a coarse, unstable froth that fails to carry minerals effectively. Stability drives recovery. Precision ensures value.
Frothers work by reducing the surface tension of the water. This reduction allows for the creation of smaller bubbles under the same mechanical energy conditions. Beyond initial formation, the chemical's primary role is to prevent these bubbles from merging as they rise through the pulp. If you require a site-specific audit of your current reagents, our technical team can help you select the most effective Mining Frothers for your specific circuit requirements.
Adsorption at the Liquid-Gas Interface
Frother molecules are amphiphilic. They possess a hydrophobic tail that seeks the air and a hydrophilic head that remains in the water. This orientation causes the molecules to crowd at the bubble surface, creating an adsorption layer. This layer acts as a physical and chemical barrier against bubble merging. The Marangoni effect is the restorative flow of liquid toward a thinning area of the bubble film, driven by a surface tension gradient that prevents premature rupture. This self-healing mechanism is what allows a bubble to survive the journey from the impeller to the froth launder.
Frother Chemistry and Bubble Persistence
The choice between alcohol-based and glycol-based chemistries significantly affects the frother type and concentration required for stability. Alcohol-based frothers are typically "selective," meaning they produce a relatively fragile froth that breaks down easily in the launder. They have lower molecular weights and higher solubility. Glycol-based frothers are often "powerful," creating a more persistent and robust froth. These molecules have higher molecular weights, which increase the thickness and durability of the bubble film.
JAS Global recognizes that no two ore bodies are identical. The impact of frother dosage on bubble size is heavily influenced by the presence of fine clays and dissolved salts in the process water. Our R&I centers focus on developing tailor-made formulations that account for these specific mineralogical challenges. We don't just provide chemicals; we provide the technical security needed to maintain consistent recovery across changing ore blocks. Reliable chemistry is the foundation of sustainable resource management.
Determining Critical Coalescence Concentration (CCC)
Determining the Critical Coalescence Concentration (CCC) is the definitive step in circuit optimization. This technical threshold represents the exact dosage point where adding more frother no longer reduces bubble size. It is the point of diminishing returns. When you analyze the impact of frother dosage on bubble size, you see a sharp decline in diameter followed by a stable plateau. This plateau is your target. Operating at or slightly above this concentration ensures that bubble coalescence is suppressed without compromising the selectivity of the froth. Precision ensures performance. Stability drives value.
Over-frothing is a common operational error that threatens both recovery and cost efficiency. Excessive reagent leads to hyper-stable foam that carries gangue into the concentrate, diluting your final product. It also represents significant reagent waste. By utilizing advanced mining solutions, operators can stabilize their circuits at the CCC, protecting their bottom line and ensuring long-term resource security. Stability isn't a luxury; it's a requirement for global industrial guardians. We provide the tools to reach this equilibrium.
Steps to Identify CCC in a Flotation Circuit
Identifying CCC in a plant environment requires methodical testing. Start with incremental dosage trials in a controlled lab flotation cell. Use photographic analysis or capillary suction probes to capture bubble size distribution data. By quantifying the impact of frother dosage on bubble size, you can plot the Sauter mean diameter (d32) against the frother concentration. The "knee" of this curve, where the slope flattens, marks your CCC. This data-driven approach replaces guesswork with industrial certainty.
Factors Shifting the CCC Curve
The CCC is not a static number. It shifts based on your specific pulp environment. High ore density and increased pulp solids percentages often require higher frother concentrations to achieve the same bubble size reduction. Temperature also plays a vital role. Cold process water can slow surfactant adsorption rates, temporarily shifting the curve. Finally, other mineral processing chemicals, particularly collectors, can interact with the frother. These interactions can either synergize or compete for the bubble surface. Understanding these variables is essential for maintaining a resilient and efficient flotation circuit that adapts to changing ore blocks.
Operational Variables Influencing Dosage Requirements
The transition from laboratory theory to plant-floor reality introduces several physical variables that shift your reagent requirements. While the chemical nature of the frother is foundational, the mechanical environment of the flotation cell dictates how that chemistry performs. The impact of frother dosage on bubble size is a dynamic response to the energy input and the medium's properties. Higher impeller tip speeds generate the shear necessary to break air into finer bubbles, but this mechanical assistance has limits. As you increase the air flow rate (Jg), the demand for surfactant molecules rises to stabilize the rapidly expanding surface area. Precision ensures performance. Stability drives value.
Managing these fluctuations requires a deep understanding of how machine settings interact with reagent concentration. If your circuit experiences frequent changes in air hold-up or turbulent intensity, you need a resilient chemical strategy. To secure your recovery targets against these operational shifts, consider integrating our high-performance Mining Frothers into your optimization plan. We provide the technical security needed to maintain equilibrium in complex industrial environments.
Water Chemistry and Ionic Strength
Water quality is perhaps the most overlooked variable in flotation optimization. In many global operations, the "salt effect" plays a critical role; high salinity naturally inhibits bubble coalescence by altering the internal pressure of the thin liquid films. This phenomenon can significantly reduce the required frother dosage compared to freshwater circuits. However, the use of recycled process water in arid mining regions introduces complex dissolved minerals and pH fluctuations that can interfere with surfactant adsorption. If your water source is inconsistent, your dosage must adapt to prevent "slugs" of coarse bubbles from disrupting the froth. Reliable chemistry accounts for these environmental realities.
Hydrodynamics and Cell Design
Different cell architectures impose unique demands on frother concentration. Forced-air cells allow for precise control over gas velocity, but they require a steady chemical hand to manage the resulting bubble surface area flux. In contrast, self-aspirated cells rely on the vacuum created by the impeller, which links bubble formation directly to mechanical shear. The collection zone requires high turbulence for particle-bubble collision, while the froth zone demands quiescence for effective drainage. Column flotation presents another challenge, as the long rise time of bubbles requires more persistent film stability than mechanical cells. To find the right balance for your specific cell design, consult with our technical specialists to audit your current dosing strategy.
Optimizing Recovery with JAS Global Mining Frothers
Commodity chemicals are no longer sufficient for modern mineral extraction. To maintain the stability of global resource supply, you need reagents that offer technical security and operational resilience. Transitioning to specialized Mining Frothers ensures that your circuit remains robust against ore variability. The impact of frother dosage on bubble size is more than a laboratory metric; it's a vital lever for economic stability. We move beyond simple supply to provide long-term partnerships rooted in industrial expertise. Our mission is to safeguard the efficiency of the world's most critical industries through chemistry. Precision ensures performance. Stability drives value.
Custom Formulations for Specific Ore Mineralogy
Standard reagents often fail when facing complex mineralogy. Our R&I centers develop tailor-made formulations that balance selectivity and power to meet your specific challenges. For instance, in Potash and Phosphate mining, high-clay or "slimy" ores can rapidly destabilize the froth, leading to significant recovery losses. Our solutions integrate high-performance Mining Frothers with collectors and depressants to create a holistic chemical strategy. This synergy protects your recovery targets while minimizing reagent waste. Reliable chemistry is the foundation of sustainable processing. We don't just sell products; we provide the protection your circuit needs to thrive in a competitive global market.
JAS Global Technical Consulting Services
Optimization requires more than just high-quality chemicals. It requires surgical precision. Our technical audits identify dosage-related recovery losses that often go unnoticed in daily operations. We leverage on-site laboratory testing to pinpoint the impact of frother dosage on bubble size and identify your precise CCC. By implementing automated dosing systems, we ensure real-time circuit stability across all shifts. These systems react to feed fluctuations instantly, preventing the over-dosing cycles that lead to environmental and financial waste. Our commitment to sustainability is grounded in these concrete technical solutions. Partner with us to optimize your flotation process and secure your production future.
Sustainable mineral processing is a global responsibility. By reducing chemical waste and maximizing mineral recovery, we help you meet the fundamental needs of society while protecting your bottom line. Our presence in the world's major mining hubs ensures that you have access to expert guidance whenever it's required. We act as a foundational industry presence, essential and reliable. We aren't just a supplier; we are a vital guardian for your operation, ensuring that every drop of reagent contributes to long-term value and global resource security.
Securing the Future of Flotation Excellence
Mastering the technical relationship between chemistry and bubble dynamics is the foundation of industrial security. By identifying your circuit’s Critical Coalescence Concentration and accounting for site-specific water chemistry, you protect both your recovery rates and your bottom line. Precision ensures performance. Stability drives value. Deeply understanding the impact of frother dosage on bubble size transforms your reagent strategy from a commodity purchase into a vital tool for long-term resource protection.
Since 1998, JAS Global has provided the technical expertise needed to navigate these complex industrial challenges. Our global R&I centers specialize in developing tailor-made formulations that address the unique mineralogy of your ore blocks. Through comprehensive technical auditing and process optimization, we identify hidden inefficiencies to deliver guaranteed yield improvements. You don't have to manage these variables alone. Consult with JAS Global experts to optimize your flotation circuit and achieve a new standard of operational stability. We look forward to securing your production goals together.
Frequently Asked Questions
What is the relationship between frother dosage and bubble size?
Increasing frother dosage reduces bubble size by lowering surface tension and suppressing coalescence at the air-water interface. This reduction continues until the concentration reaches a technical plateau. Understanding the impact of frother dosage on bubble size is the primary step in stabilizing any flotation circuit for maximum recovery. Once the bubbles reach their minimum diameter, additional reagent provides no further kinetic benefit.
How does Critical Coalescence Concentration (CCC) affect flotation efficiency?
CCC defines the optimal dosage where bubble surface area flux is maximized without wasting reagent. Operating at this point ensures the finest possible bubbles for particle attachment while avoiding the costs of over-dosing. It serves as a professional benchmark for efficiency. This threshold ensures the circuit remains stable despite minor fluctuations in air flow or pulp density, protecting your production targets.
Can I use too much frother in my flotation circuit?
Yes, excessive frother leads to hyper-stable foam that carries non-valuable gangue into the concentrate. This reduces the grade of your final product and increases reagent costs significantly. Over-frothing can also cause pumping issues and "boiling" in the cells. This turbulence disrupts the quiescent zone needed for effective mineral separation, threatening the security of your recovery process.
What is the difference between alcohol and glycol-based frothers in terms of bubble size?
Alcohol-based frothers generally produce smaller, more selective bubbles that break down quickly once they leave the cell. They are ideal for high-grade requirements. Glycol-based frothers create more persistent films, leading to robust bubbles in the froth phase. The choice depends on whether your priority is surgical selectivity or the security of transporting heavy mineral loads through the circuit.
How does water salinity impact the amount of frother I need to add?
High salinity naturally inhibits bubble coalescence through the salt effect, often allowing for a lower frother dosage. Dissolved salts alter the internal pressure of liquid films, acting as a secondary stabilizer. In coastal or arid mining regions where process water is saline, operators must carefully adjust their reagents. Failure to do so can lead to over-stabilized froth and poor selectivity.
How do I measure bubble size in an industrial flotation cell?
Industrial measurement typically involves photographic analysis or the use of capillary suction probes. Operators submerge a probe to capture bubble samples, which are then analyzed using specialized software to determine the Sauter mean diameter. This data provides a concrete look at the impact of frother dosage on bubble size within an active production environment, replacing guesswork with industrial certainty.
Why does the optimal frother dosage change with different ore types?
Different mineralogies introduce varying levels of fine particles and dissolved minerals into the pulp. Clays and slimy ores increase the total surface area that needs stabilization, often requiring higher concentrations. Each ore block presents a unique chemical environment that shifts the adsorption rate of the frother. Professional operators must adapt their dosage to maintain consistent recovery across shifting geological blocks.
What are the visual signs that my frother dosage is too low?
Large, glassy bubbles that rupture quickly at the surface are a primary indicator of low dosage. You might also see a thin, unstable froth layer that fails to carry minerals to the launder effectively. This instability often results in a boiling appearance in the cell. It signals that bubble coalescence is occurring too rapidly to maintain the stability required for global resource security.