


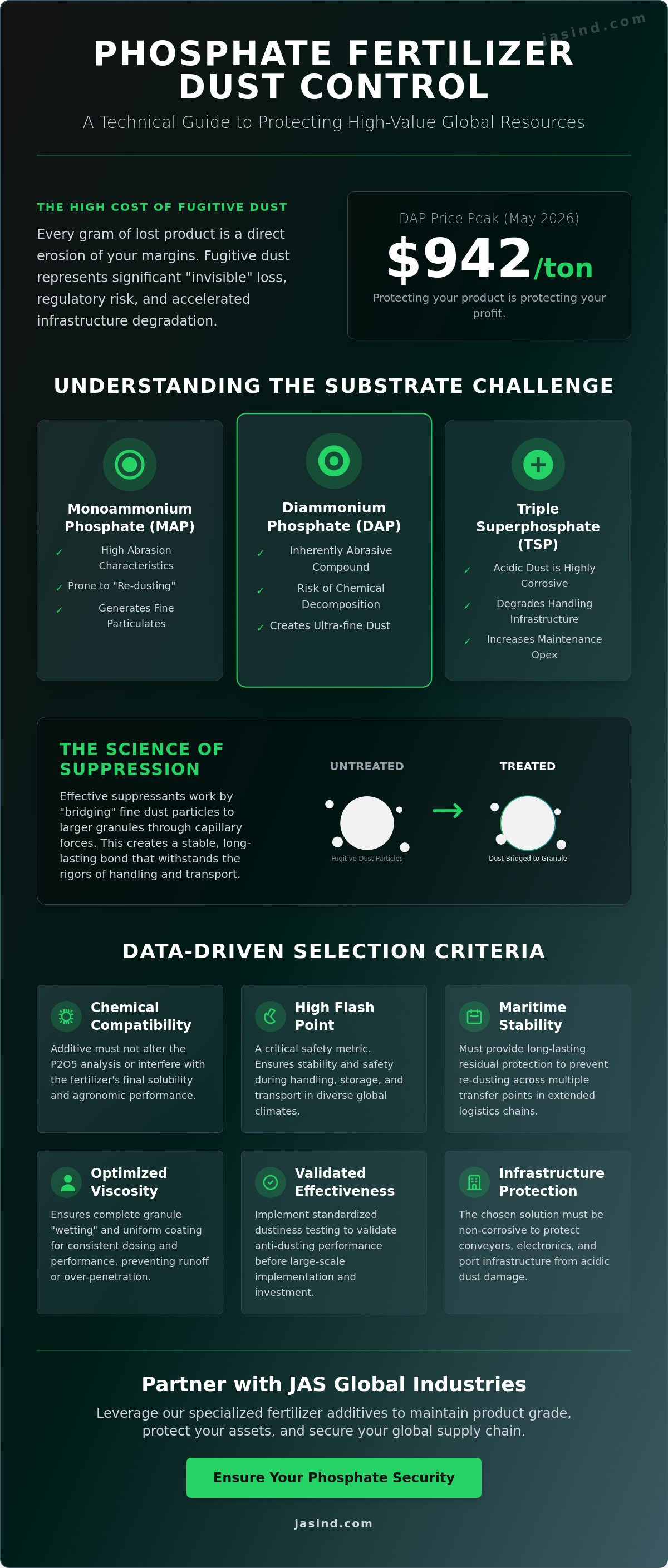
With diammonium phosphate (DAP) prices climbing as high as $942 per ton in May 2026, every gram of fugitive dust lost during bulk handling represents a direct erosion of your margins. You understand that managing these emissions isn't just a site safety concern. It's a critical strategy for protecting high-value global resources. Significant product loss and the threat of regulatory fines for acidic dust emissions create a high-stakes environment where simple surface coatings are no longer sufficient. Security in your supply chain depends on technical precision.
Choosing a dust suppressant for phosphate fertilizers requires a deep understanding of chemical affinity and material stability. We agree that your goal is a zero-dust handling environment that maintains fertilizer quality until it reaches the field. This technical guide provides the criteria you need to align suppressant polarity with specific phosphate grades like MAP and DAP. You'll learn how to optimize chemical dosing to reduce Opex and ensure your infrastructure remains protected from corrosion. We will examine the specific properties required for maritime transport stability and the chemical markers of long-term storage integrity.
Key Takeaways
- Quantify the economic impact of "invisible" product loss by understanding the inherent abrasion characteristics of MAP, DAP, and TSP.
- Master the technical criteria for choosing a dust suppressant for phosphate fertilizers to ensure chemical compatibility with your specific substrate.
- Evaluate critical safety and performance metrics, including flash point and viscosity profiles, to maintain consistent dosing across global supply chains.
- Implement a data-driven selection process through standardized dustiness testing to validate anti-dusting effectiveness before large-scale implementation.
- Protect global resource stability by leveraging specialized fertilizer additives that maintain product grade until final application.
The Challenge of Dust Control in Phosphate Fertilizer Production
Phosphate fertilizers like Monoammonium Phosphate (MAP), Diammonium Phosphate (DAP), and Triple Superphosphate (TSP) present unique handling challenges that distinguish them from other bulk commodities. These compounds are inherently abrasive. During production and transport, the constant friction between particles generates significant volumes of fine dust. This isn't merely a housekeeping issue. It's a matter of resource security and operational integrity. High-grade phosphate is a finite resource; allowing it to dissipate into the atmosphere is an avoidable waste of critical material.
Choosing a dust suppressant for phosphate fertilizers is a strategic decision that impacts the entire balance sheet. With DAP prices reaching approximately $942 per ton in May 2026, the cumulative loss of product in the form of fugitive dust accounts for hundreds of tons across a global shipping season. Beyond the direct financial hit, producers must contend with a tightening regulatory landscape. Agencies like the EPA and OSHA enforce strict air quality standards in major fertilizer hubs. Non-compliance leads to heavy fines and operational shutdowns. Effective Fertilizer Production and Dust Control strategies are essential for maintaining both profit margins and legal standing.
Phosphate Chemistry and Dust Formation
Granule hardness and moisture content dictate the rate of dust generation. Phosphate compounds often undergo chemical decomposition during storage. This creates ultra-fine particulate matter that standard coatings cannot easily trap. The acidic nature of phosphate dust adds another layer of complexity. This dust is highly corrosive. It fouls sensitive electronics, degrades conveyor systems, and accelerates the wear of handling infrastructure. This leads to increased maintenance costs and unplanned downtime that erodes Opex efficiency.
The Global Logistics Perspective
The journey from the mine to the end-user involves multiple transfer points. Each movement at maritime ports or export terminals increases the risk of "re-dusting." Fragile granules break down under mechanical stress. They create new dust even if the product was treated at the source. Choosing a dust suppressant for phosphate fertilizers that offers long-lasting residual protection is critical for these extended logistics chains. We view environmental stewardship as a pillar of corporate responsibility. Protecting the air and the workforce ensures the long-term stability of the global food supply chain. Reliable dust control is a foundational requirement for modern industrial infrastructure.
Types of Dust Suppressants: Matching Chemistry to Substrate
Effective dust control is not a superficial application. It's a chemical synchronization between the additive and the phosphate substrate. When choosing a dust suppressant for phosphate fertilizers, you must evaluate how the chemistry interacts with the specific porosity and surface energy of MAP, DAP, or TSP. The goal is to create a stable, long-lasting bond that survives the rigors of the global supply chain. Three primary categories dominate the industry: oil-based, water-based, and polymeric suppressants. Each offers distinct advantages based on your specific logistics journey and storage requirements.
Surface tension and viscosity are the twin pillars of coating effectiveness. A suppressant must have a surface tension low enough to "wet" the granule completely, penetrating microscopic fissures where dust originates. Once applied, the viscosity must be high enough to prevent the chemical from migrating into the core of the granule or draining off during storage. This balance enables the science of "bridging." In this process, the suppressant acts as a liquid bridge, binding ultra-fine particles to the larger granule surface through capillary forces. This mechanical bond ensures that fine particulates remain attached even under the high-abrasion conditions of terminal load-outs.
Technical compatibility is paramount. A high-performance additive must provide protection without compromising the commercial value of the product. Specifically, the suppressant must not alter the P2O5 analysis or interfere with the fertilizer's solubility. Ensuring that your specialty fertilizer additives maintain chemical purity is essential for meeting end-user specifications and international trade standards.
Oil-Based vs. Wax-Based Formulations
Mineral oils are the industry standard for immediate dust knockdown. They provide a cost-effective solution for short-term handling. However, wax-based coatings offer superior performance for long-term storage and maritime transport. Waxes provide enhanced moisture resistance, which is critical for hygroscopic phosphate grades. In eco-sensitive markets, bio-based alternatives are increasingly favored. These sustainable formulations provide reliable protection while aligning with global environmental stewardship goals.
Polymeric and Specialty Formulated Solutions
Film-forming polymers represent the frontier of phosphate security. These solutions create a flexible, durable "skin" around the granule that resists mechanical breakdown during multiple transfer points. A one-size-fits-all approach often fails in phosphate plants due to varying acidity levels and granule temperatures. Formulated solutions are a blend of surfactants and binders tailored for specific mineral substrates. These custom formulations ensure that the coating remains intact from the production belt to the farmer's spreader, regardless of ambient temperature fluctuations.
Technical Criteria for Choosing the Right Suppressant
Operational success in the phosphate industry depends on moving material from the plant to the port without losing its integrity. While the chemical composition of the additive is vital, its performance under industrial stress defines its true value. Choosing a dust suppressant for phosphate fertilizers requires a rigorous evaluation of operational parameters that ensure both worker safety and product security. This is especially critical for export-oriented operations where fertilizers face the extreme conditions of long-distance maritime transport. You must look beyond the price per gallon and focus on the technical metrics that drive long-term reliability.
Flash point is a non-negotiable safety criterion. Phosphate granulation plants operate at high temperatures; using a suppressant with an insufficient flash point introduces unnecessary fire risks near dryers and hot conveyor systems. We view the selection of high-flash-point chemicals as an essential part of protecting your human capital and physical assets. Similarly, viscosity profiles must remain stable across a broad temperature range. If a coating thins too much in tropical shipping holds or thickens in cold-weather ports, the protective barrier will fail. A stable viscosity ensures that the suppressant stays on the granule surface rather than migrating into the porous core of the MAP or DAP particle.
Duration of effectiveness is the final pillar of the selection process. Phosphate fertilizers often spend weeks or months in the supply chain before reaching the end-user. A suppressant that works at the production belt but fails after three weeks of storage is a liability. You need a solution that survives multiple transfer points and high-pressure storage in bulk warehouses. A proper cost-to-benefit analysis should measure the chemical cost against the ton-per-hour recovery of high-value fertilizer. Even a 0.5% increase in product recovery can significantly offset the investment in premium additives.
Application Temperature and Dosing Systems
The choice between cold-application and heated-application suppressants depends on your existing infrastructure. Heated systems allow for the use of high-performance waxes that provide superior moisture resistance. Cold-application polymers offer energy savings but require advanced atomization to ensure 100% coverage. Achieving a fine spray pattern is critical; any "naked" spots on the granule will become points of abrasion and dust generation. Integrating these dosing pumps with plant automation allows for real-time adjustments based on production flow rates.
Environmental and Crop Safety Compliance
Security extends to the field where the fertilizer is applied. When choosing a dust suppressant for phosphate fertilizers, verify that the formulation is non-toxic to soil microbes and plant root systems. International markets, particularly in the EU and North America, have strict biodegradability requirements for imported materials. It's also vital to ensure the coating does not interfere with the physical properties of the fertilizer. A poorly chosen suppressant can cause "clumping" or caking in downstream blending, which ruins the application uniformity for the farmer.
The Selection Process: From Technical Audit to Implementation
Transitioning from theoretical criteria to operational reality requires a structured, data-driven framework. Choosing a dust suppressant for phosphate fertilizers is a five-step process that begins in the laboratory and ends with continuous monitoring on the plant floor. This methodology ensures that the selected additive provides the chemical security needed for global logistics while remaining economically viable. A successful implementation protects your product grade and your margins by eliminating guesswork from the dosing equation.
- Step 1: Conduct a dustiness test. Utilize standardized methods like the Heubach test or the rotating drum method to establish a baseline of fugitive emissions. This data allows you to quantify the "invisible" product loss occurring at transfer points.
- Step 2: Analyze substrate properties. Evaluate the specific phosphate grade. A highly porous MAP granule requires a different viscosity profile than a dense, high-hardness DAP to prevent the suppressant from migrating into the granule core.
- Step 3: Perform laboratory shake tests. These tests evaluate the chemical-substrate affinity. You are looking for a suppressant that maintains a stable liquid bridge between fine particulates and the granule surface under mechanical stress.
- Step 4: Conduct pilot-scale trials. Move the testing to a side-stream or a small-batch run. This step determines the optimal dosing rate, typically measured in grams per ton (g/ton), to achieve the desired Dust Control Efficiency.
- Step 5: Full-scale implementation. Integrate the dosing system into the main production line. Establish continuous monitoring at critical handling points to ensure the coating remains effective through the entire logistics chain.
The Role of On-Site Laboratory Testing
Real-time data is the foundation of resource protection. Measuring the Dust Control Efficiency (DCE) percentage allows engineers to validate the performance of the suppressant immediately after application. Testing for abrasion resistance is equally critical. By simulating the rigors of belt conveyors and vertical chutes, you can predict how the coating will hold up during maritime loading. These tests also evaluate the impact on fertilizer flowability and bulk density. You must ensure that the additive does not decrease the speed of loading or cause the product to settle unevenly in storage vessels.
Optimizing Dosing Strategies for Operational Reliability
Precision application at the coating drum reduces chemical waste and lowers Opex. Over-application is as detrimental as under-application; it leads to nozzle plugging and uneven coating, which can cause downstream caking. Troubleshooting these common issues requires a deep understanding of the spray pattern and atomization pressure. Leveraging technical consulting helps refine the process for new product grades or changing environmental conditions. If you are ready to secure your production line, explore our range of Fertilizer Dust Suppressants designed for high-performance phosphate handling.
JAS Global Industries: Your Partner in Phosphate Security
JAS Global Industries brings over 25 years of specialized chemical expertise to the fertilizer sector. We view our mission as a commitment to protecting the stability of critical global resources. Our solutions aren't just additives. They're essential components of modern infrastructure. By securing high-value phosphate from production to application, we ensure that vital nutrients reach their final destination without loss or degradation. This level of reliability is rooted in our long history as an indispensable pillar of the global supply chain.
Choosing a dust suppressant for phosphate fertilizers involves balancing technical efficiency with long-term reliability. We design our custom-tailored formulations for the world's harshest industrial environments. Whether you operate in the high humidity of Southeast Asia or the extreme heat of the Middle East, our chemicals maintain their integrity. Our global reach includes technical support and manufacturing hubs across MEA, Asia, and Europe. This ensures that expert guidance is always within reach of your facility, providing the stability your operations require.
Tailor-Made Solutions for Phosphate Producers
Our Research and Innovation (R&I) centers are where advanced chemical technology meets fertilizer science. We don't believe in generic products. Instead, we analyze the specific mineralogy of your phosphate rock to create optimized solutions. In major export hubs, our clients have achieved dust reduction rates exceeding 95% by using our targeted formulations. This level of performance is possible because we integrate multiple protective functions into our treatments. By combining anti-caking agents and anti-dusting agents into a single application, we simplify your process while maximizing product protection.
Sustainable and Cost-Effective Chemical Management
Our commitment to eco-friendly formulations exceeds international regulatory standards. We prioritize safety and stability in every gallon we produce. We've moved beyond simple supply agreements to build long-term partnerships focused on process optimization. Our goal is to reduce your Opex while enhancing the environmental profile of your operation. We act as a wise and integrated leader, ensuring your facility meets the fundamental needs of society through responsible resource management. If you are ready to enhance your facility's efficiency, consult with a JAS technical expert for a customized dust control audit.
Securing the Future of Global Resource Protection
Effective dust control is more than a technical specification; it's a commitment to the stability of the global food supply. By aligning the chemical polarity of your additives with specific phosphate substrates, you eliminate the "invisible" product loss that erodes profitability. Technical selection, from lab-scale audits to full implementation, is essential for maintaining grade integrity during long-distance maritime logistics. Protecting your material at every transfer point ensures that high-value resources arrive exactly as intended.
When you are choosing a dust suppressant for phosphate fertilizers, reliability is your most valuable asset. Since 1998, JAS Global Industries has provided advanced formulations designed to withstand extreme heat and the rigors of international shipping. With multiple manufacturing plants worldwide, we offer specialized technical audits to ensure your industrial-scale operations remain compliant and efficient. Our expertise transforms a simple chemical application into a strategic pillar of your infrastructure.
Optimize your fertilizer handling with JAS Global Industries and protect your critical assets today. Your commitment to operational excellence strengthens the foundation of global food security.
Frequently Asked Questions
Does applying a dust suppressant affect the solubility of phosphate fertilizers?
High-performance suppressants don't negatively impact the solubility of phosphate fertilizers. These additives are chemically engineered to remain on the granule surface without interfering with nutrient release in the soil. Maintaining the chemical integrity of the P2O5 content is a core requirement for any industrial-grade additive used in global agriculture. This ensures that the fertilizer's performance in the field remains consistent with its technical specifications.
How long does the dust suppression effect last during maritime shipping?
The protective effect typically lasts for several months, covering the entire maritime shipping journey and subsequent storage. A well-formulated coating resists mechanical breakdown during vessel loading and unloading. This long-term stability is essential for protecting product grade across extended supply chains that include multiple transfer points at international terminals. It provides a reliable barrier against re-dusting during high-pressure handling at export facilities.
What is the typical dosing rate for dust suppressants on DAP or MAP?
Typical dosing rates range from 0.5 to 2.0 kg per metric ton of DAP or MAP. The precise amount depends on the granule's initial dustiness and its surface porosity. Choosing a dust suppressant for phosphate fertilizers involves conducting a pilot trial to determine the minimum effective dose. This precision application optimizes your chemical Opex while ensuring the total security of the bulk material during transport.
Are these chemical coatings safe for food-grade crops?
These chemical coatings are safe for food-grade crops and the broader soil environment. They are formulated to be non-toxic to soil microbes and plant root systems. Most industrial suppressants meet strict international safety standards for biodegradability and environmental stewardship. This ensures that the fertilizer remains a sustainable contributor to global food security without introducing harmful residues into the agricultural supply chain.
Can I use the same dust suppressant for both urea and phosphate fertilizers?
Using the same product for urea and phosphate is generally not recommended due to their differing chemical properties. Phosphate granules are more acidic and abrasive than urea, requiring a different chemical affinity for effective bonding. Choosing a dust suppressant for phosphate fertilizers means selecting a formulation specifically designed for the mineralogy of phosphate rock and its unique mechanical handling challenges across the supply chain.
How do I choose between an oil-based and a polymer-based suppressant?
Oil-based suppressants provide immediate dust knockdown and are often suitable for short-term handling. Polymer-based solutions create a durable, film-forming "skin" that offers superior protection in high-abrasion environments. If your logistics chain involves multiple handling points or long-term maritime storage, the protective film of a polymer provides better resource security. The decision should be based on the total duration of the logistics journey.
What equipment is required to apply these coatings in a granulation plant?
Standard application requires a coating drum or a specialized transfer point equipped with dosing pumps and atomizing spray nozzles. These systems should be integrated with plant automation for real-time flow adjustment based on production tonnage. Proper atomization is critical for achieving 100% coverage. This prevents the formation of untreated spots on the granules that could otherwise become sources of fugitive dust.
Do dust suppressants prevent caking as well?
Many advanced formulations provide dual protection against both dusting and caking. By reducing moisture absorption and granule-to-granule friction, these additives maintain the fertilizer's flowability throughout its storage life. This dual-action approach simplifies chemical management for producers. It ensures the product remains high-grade and easy to handle for the end-user, regardless of the environmental conditions it faces during transport.